FAQ Solutions:
-
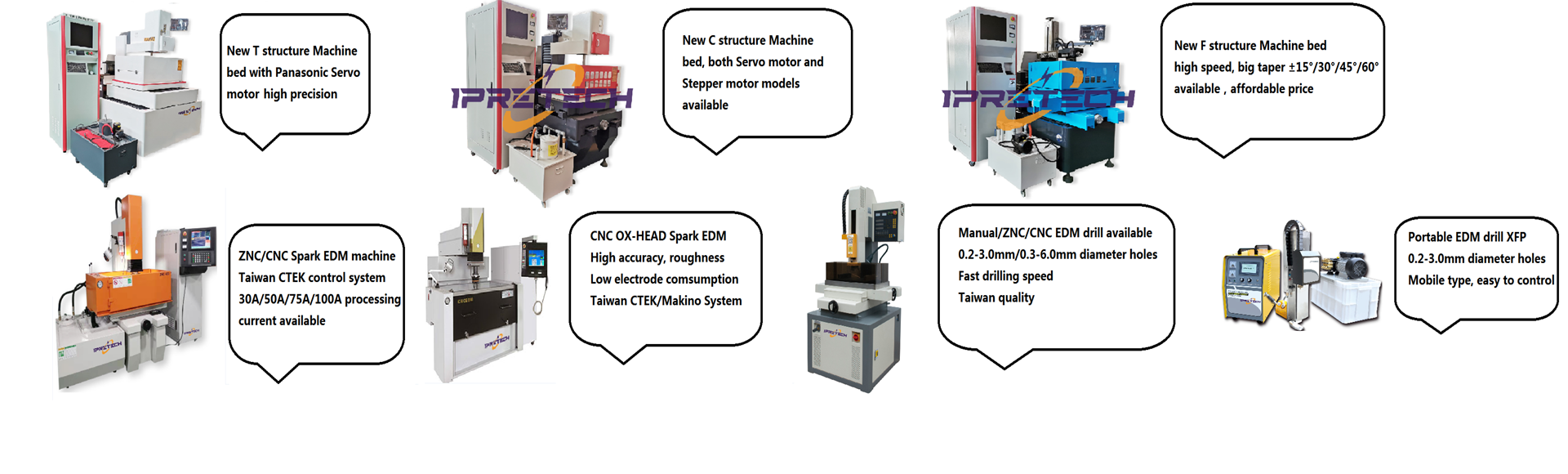
The reason why the edm drill become slow
Generally, electric spark puncher appear this kind of circumstance is mostly caused by a lack of water pressure, the first thing to check the pump pressure gauge, have a look at whether normal, whether the second check the swivel leakage, or electrode have stopped.If all the above conditions are good, check whether the pulse parameters are selected correctly.Are current parameters selected correctly?Servo adjustment is in place, the general adjustment to discharge the average voltage of around 25 v (depending on the size of the material and electrode), and a possible, edm puncher is a short circuit protection function, if the function has been in a valid state, the current is not come, processing speed is slower, more problems to inquire, or directly to the function is cancelled (to jump off a integrated block feet).
Ipretech -- an expert in edm small hole drill beside of you
-
CNC EDM Wire Cut Big Taper Angle Cutting
Ipretech Machinery, The treatment of the deviation of the threaded hole in the process of wire cutting perforation machining
If the position of the threaded hole is found to be deviated, it is deviated from the coordinate position of the program.Processing method is to move the XY axis, the molybdenum wire wear to wear silk hole, make sure don't short circuit (5 v) for voltmeter indicates, in the case of not terminate the current process, with the manual processing to program the hole to wear silk at point coordinate, then close the manual processing window, move the machine X or Y, mobile quantity is greater than 0.001 mm, then click on the back suspension point in the edm interface, press the hand control box green machining can begin processing.
Problems related to taper machining of wire cut
Roller tangent point of the change on the influence of size, cause the trapezoid error -- -- -- -- -- in order to reduce this error, can put the graphics rotation 45 °, let X, Y axis linkage, this error can be reduced significantly;Another method is to add a transition circle to the corner if the workpiece allows.
Due to the existence of small transition circle, over-cutting occurs. When cutting, "over-cutting or arc radius is too large" alarm occurs --- the taper cutting parameter of "workpiece thickness" can be artificially reduced.
Some taper parts are cut after the existing end is cut ----- - taper programming to "return knife length" to be greater than or equal to the length of the feed line.
-
Why wire is broken during cutting?
Reason s will cause wire broken during cutting.
(1) Wire broken when wire drum change direction, for this case, wire is broken near two ends of wire drum, high impulse power haven’t been cut off when wire drum change direction, this situation will happen, high impulse power will burn wire to break;
(2) Material of workpiece should be even and been heat treated properly, if not been well heat treated, workpiece will deform and sometimes will break, and affect cutting efficiency and accuracy;
(3) Use proper electrical parameters, too large power will burn wire;
(4) Use working liquid improperly, too diluted or too dirty, and very less working liquid flushing;
(5) Contact of wire and power feed contact is not good, or power feed contact had already been curved, which will make wire stuck, to make wire can’t feed fluently.
(6) Bad quality molybdenum wire or expired wire, which is fragile to break.
Method to solve above problems:
(1) Check the problem of electrics which will cause no high impulse cut off while wire drum change direction;
(2) Material of workpiece needs to be even and properly heat treated.
(3) Choose proper electrical parameters according to different material and thickness of workpiece;
(4) Keep working liquid clean and mix working solution with water properly;
(5) Adjust position of power feed contact, power feed contact will wear out during cutting, it needs to position of wire where touch wire, or change power feed contact;
(6) Change good quality molybdenum wire, for cutting large thickness workpiece, use bigger diameter molybdenum wire, for example diameter 0.25mm.
-
Other situation of wire broken
(1) Guide wheel doesn’t rotate or can’t rotate easily, friction between molybdenum wire and guide wheel and cause broken of wire. Adjust guide wheel, after change new guide wheel, there is already some damage of wire and will cause wire broken later on, when tighten wire, must use professional wire tighten wheel, don’t use any improper tools.
(2) Molybdenum wire brake when it is approaching the end of cutting, suck king phenomenon is usually caused by deformation of workpiece and brake wire, and before wire broken, short circuit happens. Mostly, it is suggested to use correct cutting path and material to reduce affection of deformation of workpiece
(3) When cutting finished, job falling down and crash wire to brake, so magnet could be used to hold workpiece before falling down;
(4) Wire brake while feed without cutting, check if wire is properly in the groove of guide wheel, check if there is overlap of wire on wire drum, check if wire drum turning correctly, check if there is curved mark of power feed contact.
-
Why cutting accuracy is worse than regular level?
(1) Wire guide jump or shuttle badly out of acceptable range, measure error of wire guide jump and shuttle, (axial error 0.005mm, radial error 0.002mm). if large than this range, it needs to adjust or replace guide wheel and bearing;
(2) For slide ball screw and nut set, it should adjust to remove gap between screw an nut;
(3) Gap between gears, it needs to adjust position of stepper motor and spring to remove staggered teeth of gears;
(4) There is step loss of stepper motor, check if 24V power supply is OK.
(5) Deformation error caused by heat deformation of material.
-
Surface finish is not good within usual range
(1) Wire guide wheel is not completely fixed, jump or shuttle badly, or up and down guide not in the same vertical level, adjust guide wheel to proper situation;
(2) There is metal chip in nozzle of cooling system, clean it;
(3) Axial gap of working table and wire drum between screw haven’t been properly adjusted, adjust them;
(4) Jump of wire drum is not good to cause vibration of wire, check jump accuracy of wire drum(less than 0.2mm);
(5) Improper parameters, use lower power to get better surface finish;
(6) High impulse and high impulse power is not appropriate to actual cutting ability, chose proper power;
(7) Working liquid is not proper or getting dirty, change new working liquidl
(8) Tension of wire is not ever or too loose to cause vibration of wire, tighten molybdenum wire.